Published on 07/29/2016 | Strategy
This article was initially published by Deloitte University Press. You may read the full article here.
Stefan Van Thienen, Andrew Clinton, Monika Mahto, Brenna Sniderman
June 07, 2016
#1 - Focus On Costs First
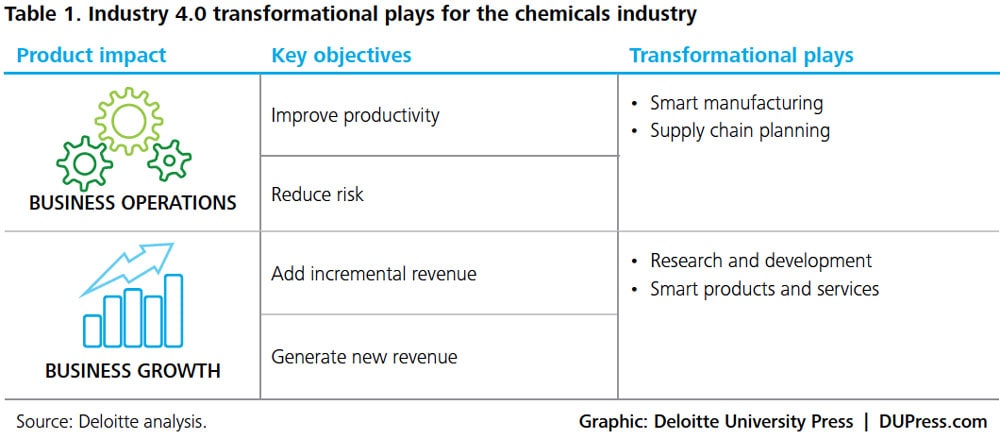
Operational efficiency in the chemical industry should be achieved through smart manufacturing and supply chain planning.
#2 - Revenue Growth Is The Long-Term Goal
Incremental revenue opportunities in the chemical industry could be achieved through R&D and application of “smart products and services”.
#3 - Success Lays In The Architecture
Understanding the solution layer architecture is the key to leveraging industry 4.0 technologies and capabilities.
Improve Productivity And Reduce Risks
The initial momentum of Industry 4.0 in the chemicals industry is primarily at the level of business operations, mainly due to the abundance of historical sensor data collected by chemicals companies over the years. The productivity of chemicals plants can be improved by various smart manufacturing techniques: predictive asset management, process control, and production simulations, among others. Reducing risk, though, involves managing supply chains and in-house operations to respond to changing customer needs and to improve safety and quality.
[A] Also known as “smart factory,” smart manufacturing combines IT, such as the IoT, artificial intelligence, and advanced analytics, with OT, such as additive manufacturing, advanced materials, and robotics. This process can benefit chemicals companies in several ways:
Predictive asset management:
The chemicals industry is characterized by high asset intensity. As such, advanced IT/OT technologies can help companies optimize their maintenance spends and improve asset efficiency through predictive or digital maintenance. Using the continuous feed of data collected from sensors on critical equipment such as turbines, compressors, and extruders, advanced analytics tools can identify patterns to predict and diagnose possible breakdowns.
Process management and control:
Industry 4.0 technologies such as real-time analytics and automated control actions bring together the digital and physical realms—supporting prediction, alerts, and prescriptive responses. This, in turn, enables greater control over batch consistency and quality.
Energy management:
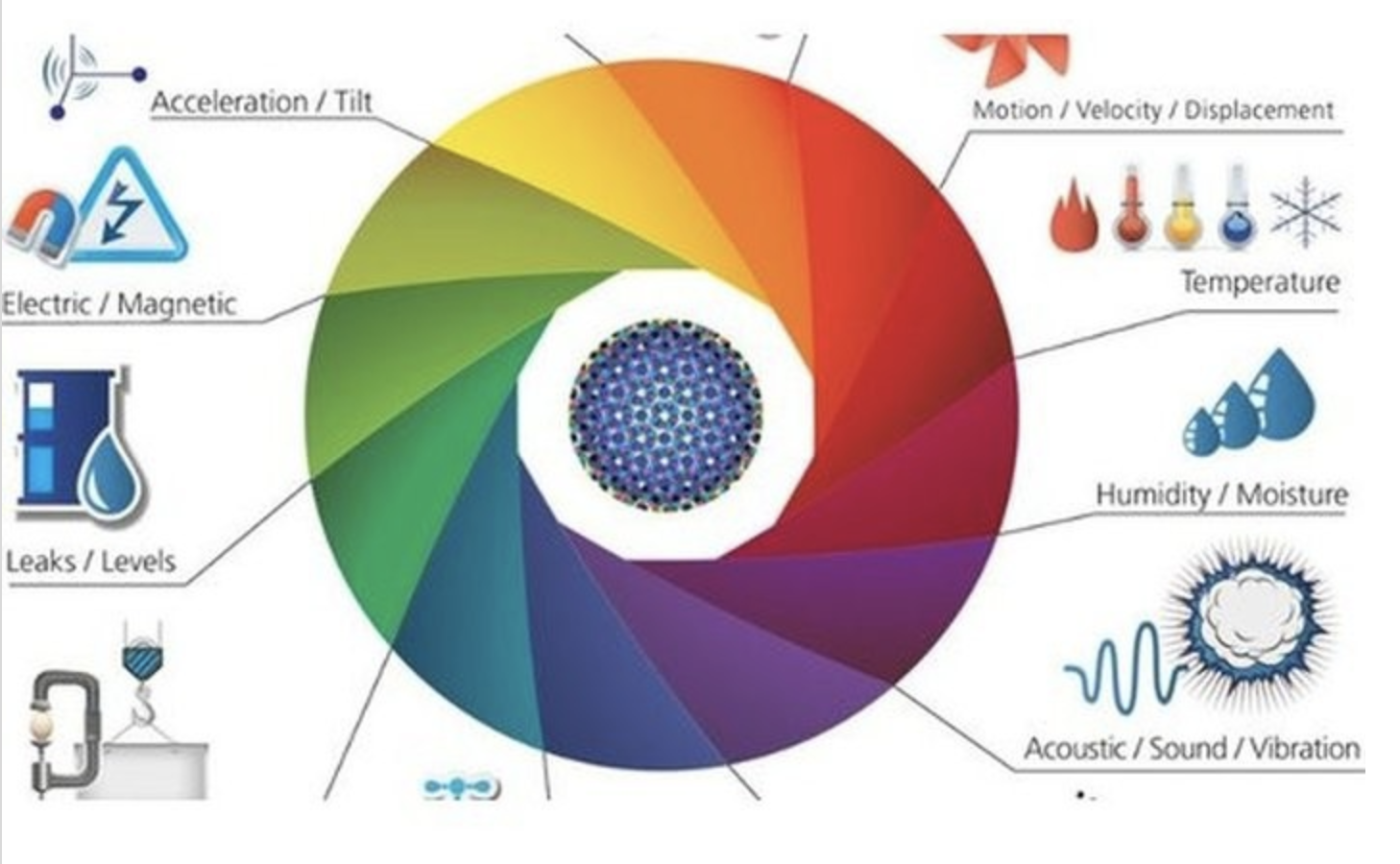
The chemicals industry has a high degree of automation, and most plants monitor standard variables such as temperature, flows, tank levels, and pressures to derive optimal plant working conditions. However, Industry 4.0 technologies such as soft or virtual software sensors can augment these data points with additional information and enable control of nonstandard process variables to improve energy efficiency.
[B] Industry 4.0 helps chemicals companies plan their supply chains in two ways: First, sensors and connected systems can help to improve visibility into the supply chain, reducing risks. Second, advanced analytics tools can help chemicals companies predict demand patterns and accordingly align their supply chain and manufacturing operations. Supply Chain planning involves 2 areas.
Supply chain visibility:
Chemicals companies largely operate on a business-to-business model, selling products that are used by their customers to create another set of products. To monitor chemicals during transit—a delicate time for monitoring and controlling conditions—many companies in the upstream and downstream value chain use connected tools such as Ovinto satellite monitoring devices on railcars.
The device is fitted with a GPS to track the location of the railcar, while several sensors measure the physical properties of the chemicals as well as the condition of the railcar via data such as shock impacts. The data are collected through Low Earth Orbit satellites that ensure continuous connectivity. The system generates alerts when the railcar is near the customer location or is involved in an impact or collision, or when the physical properties of the chemicals being transported exceed the set ranges, thus triggering automated action or manual intervention.
The visibility provided by the direct, continuous interaction between the railcar and chemicals company can enable better supply chain planning while helping to ensure safe transport of dangerous chemicals.
Demand forecasting:
The forecasting model considers external factors such as seasonal effects, macroeconomic data for customer industries at national and regional levels, regulatory changes, and internal factors. Demand forecasting is relatively easier for companies in the downstream chemicals value chain, given their proximity to end customers.
Demand forecasting can be extended beyond the point of sale to earlier stages of the value chain. Apart from working with their construction companies, chemicals companies can use sensing software to monitor construction-relevant discussions on social media and draw inferences about customer sentiments related to new construction as well as an inclination toward home buying and renovation.
Grow Your Business By Tapping Into Incremental And New Revenue Opportunities
The transformational plays Industry 4.0 offers related to business growth lie on two ends of the value chain. On one end, companies can develop new offerings or improve existing ones through research and development (R&D) of advanced materials and specialty products. On the other end, digital technologies enable chemicals companies to integrate with customers’ operations and customize products, extend their products with information and services in a way that allows them to charge premiums, and, at times, develop new business models.
R&D is perhaps the most critical stage in the value chain: It shapes not only how the products will be manufactured but also informs subsequent improvements.28 Because R&D demands heavy investment, chemicals companies are looking at big data and other tools to predict the outcome of an investment. In the field of material genomics, for example, advanced analytics helps researchers use the available data to understand the chemical properties of available materials, and consider possible combinations in order to develop new materials with desired properties for specific customers.
Additive manufacturing for testing or developing new products
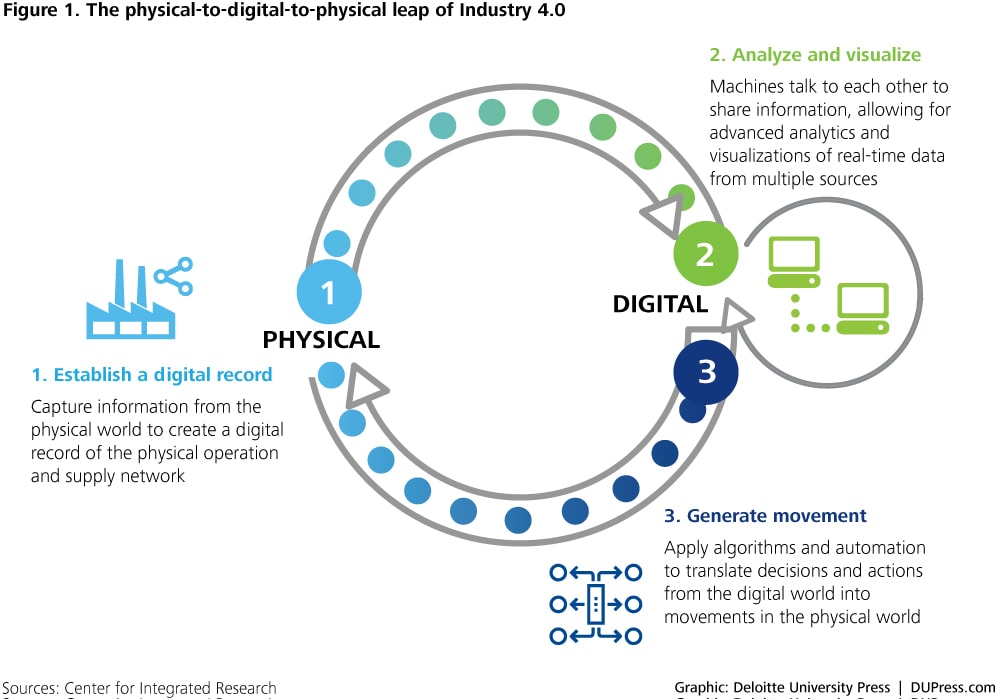
Additive manufacturing (also known as 3D printing) uses information from the digital realm to create a physical product, encapsulating the IT/OT transition, potentially helping chemicals companies save costs during the R&D process. It allows designers to custom-build a reactor with specific geometrical configurations to control the chemical process within, as well as with the specific reaction kinetics or residence time of the chemical reaction.
Advanced analytics for selecting materials
Advanced analytics can help chemicals companies use digital information to create new “physical” materials. Developments such as lower data-storage cost, high-performance computing (HPC), and advanced analytics help build databases that store information on available materials and their properties, as well as present new material combinations with desired properties—leading to advances in material genomics. Chemicals companies could also shift from trial and error to modelled outcomes to digitize the material-selection process.
4D printing for developing advanced materials
Among many developments in advanced materials, one noteworthy example is that of programmable materials, also known as 4D printing. External stimuli such as light, heat, and water trigger expansion and contraction at different places in the material.36 As commercial developments materialize, the chemicals industry can use programmable materials to create new products for customers in the aerospace, automotive, construction, and health care industries, benefitting from new revenue streams.
Advanced technologies such as the IoT could allow chemicals companies to add intelligence to their existing products and deliver better customer service. In addition, chemicals companies could complement their traditional pay-by-the-ton revenue model by offering value-added data services. By forward-integrating into their customers’ operations, chemicals companies can deliver value propositions and even build new business models.
Smart products for chemicals applications
Beyond offering traditional products, chemicals companies can provide technical recommendations via an app or software to help customers determine the right choice and application of chemical products. In this way, the combination of chemicals and technology becomes a “smart solution,” or a larger product and service offering.
Data services to augment existing revenues
Information and connected systems can help chemicals companies create data services that complement their existing product revenues. There are software tools that help farmers detect and diagnose plant diseases. The farmer can click a picture of the diseased plant and feed the image into an analytical model.
New revenue models by forward-integrating into customers’ operations
With Industry 4.0 connectivity, monitoring, and analytics, chemicals companies can have direct visibility into and interaction with their customers’ operations, and can provide real-time recommendations to optimize the operations and improve the design of water-treatment facilities. This, in turn, helps them create a new business model for themselves.
Understand The Solution Layer Architecture To Enable Industry 4.0 Technologies And Capabilities
In Industry 4.0, data play a key role in connecting IT and OT. Data management, analytics, and automation, combined with domain knowledge in manufacturing and supply chain along with leadership support, are critical factors to enabling a company’s Industry 4.0 journey.
These factors, however, can present challenges; it is difficult for organizations to know where to focus and what to prioritize, or even what capabilities should be put in place, to achieve their specific objectives. A structured series of capabilities, or a solution layer architecture, can help executives plan and implement Industry 4.0 technologies. The goal of this architecture is to enable the company to build a digital DNA—the underlying sequence that brings together capabilities in different domains—required for a digital transformation.
The layers in this structure begin with technology integration, data management, and advanced analytics, which in the physical realm are manifested in the form of digital interfaces that are used to drive digital capabilities and, finally, the strategic imperative of the business.
The architecture draws on data from smart assets created via connected technologies used in product design, manufacturing and supply chain operations, and customer engagement. Figure 2 describes the multiple layers of Industry 4.0–driven capabilities that chemicals organizations must have as they seek to use information to drive productivity, reduce risk, and grow revenue. Also, as Industry 4.0 facilitates increased connectivity between chemicals manufacturers and upstream and downstream partners along with their products, services, equipment, and information databases, managing cyber risk is a critical component.