Factory Operations Visibility & Intelligence

Overview
Visualizing factory operations data is a challenge for many manufacturers today. One of the IIoT initiatives some manufacturers are pursuing today is providing real-time visibility in factory operations and the health of machines. The goal is to improve manufacturing efficiency. The challenge is in combining and correlating diverse data sources that greatly vary in nature, origin, and life cycle. Factory Operations Visibility and Intelligence (FOVI) is designed to collect sensor data generated on the factory floor, production-equipment logs, production plans and statistics, operator information, and to integrate all this and other related information in the cloud. In this way, it can be used to bring visibility to production facilities, analyze and predict outcomes, and support better decisions for improvements.
Applicable Industries
- Heavy Vehicle
- Automotive
Applicable Functions
- Discrete Manufacturing
Market Size
The industrial control and factory automation market are expected to reach USD 269.5 billion by 2024 from USD 160.0 billion in 2018, at a CAGR of 9.08%.
Source: markets and markets

Case Studies.

Case Study
Bus Manufacturers to Realize a Smart Factory
China's Yutong Bus Group is a large-scale manufacturing company. Its enterprise scale and sales performance continuously ranks first in the nation’s bus industry, and its bus products are exported to more than a hundred countries and regions. In order to improve the manufacturing process and carry out the transparent production control, the company planned to upgrade the existing manufacturing floor into the advanced and efficient factory. In addition to using MES as the production management system, it was also necessary to adopt panel PCs as the HMI and to establish a network communication in the manufacturing site. On account of stability, the IT department of this company excluded commercial computers and decided to choose the industrial product which has the advantages of high-performance and low failure rates. The factory is a complex and harsh environment, so this project required providing different kinds of panel computers with rugged features for different machine uses, offering wired and wireless network devices to create a complete communication link, and the related modules to acquire peripheral data. Therefore, to ensure this stability, the system integrator used industrial grade wireless devices with wider network coverage and higher power output.

Case Study
Boeing Cuts Production Time by 25% with Skylight on Glass
130 miles of wiring go into every new Boeing 747-8 Freighter, tucked away overhead and underfoot from the cockpit to the wheel wells.Every Boeing aircraft, from the workhorse 737 to the new 787 Dreamliner, has multiple configurations, each with its own wiring scheme. In past years, technicians used “phone books” full of diagrams to do their work. Even with laptops, the same basic problem arised: constant look-away interruptions as workers got directions and cross-checked diagrams and schematics.
Case Study
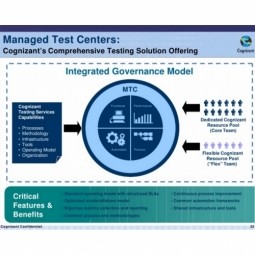
Testing Engagement for a Fortune 500 Manufacturing Company
The client wanted to reduce operating costs while increasing efficiency and consistency within the IT and quality assurance organizations. Executive management mandated continuous process improvement, but the environment lacked consistent processes or tools to manage. A cost-effective software testing was needed.
